

【導(dǎo)讀】隨著電子技術(shù)的發(fā)展,微波的應(yīng)用相當(dāng)廣泛,對結(jié)構(gòu)設(shè)計越來越高。新的應(yīng)用層出不窮,已遍及國防建設(shè)、科學(xué)研究、工農(nóng)業(yè)生產(chǎn)及日常生活等各個領(lǐng)域,如圖1所示。
圖1 高頻微波板應(yīng)用范圍示意圖
對印制電路板提出了高頻微波特性的要求,對材料要求也不可避免的越來越高。對高頻微波印制板而言,所使用的基材與FR-4在玻璃纖維布及填料等是完全不同的,目前這種高頻微波材料用于高密度互連板制作上還屬于一個摸索的階段。因材料差異,制作過程中已出現(xiàn)爆板等異常問題,本文以一款板多階HDI陶瓷板為例,介紹其制作過程中的關(guān)鍵技術(shù)。
1、高頻微波定義
1.1 高頻微波的定義
高頻微波顧名思義就是頻率高、波長短,具體短至何種程度,下面定量進(jìn)行描述。通常,將波長為1 m ~ 0.1 mm之間,相應(yīng)的頻率范圍為300 MHz ~ 3 000 GHz的電磁波稱為微波。從電磁波譜圖中可見,微波的低頻端接近于超短波,高頻端與紅外線相毗鄰,因此它是一個頻帶很寬的頻段,其寬度為3 000 GHz,比所有普通無線電波波段總和寬上萬倍。
為了方便,常將微波劃分為分米波、厘米波、毫米波和亞毫米波四個波段。表1與表2分別給出了普通無線電波段和微波波段的劃分。

2、技術(shù)難點
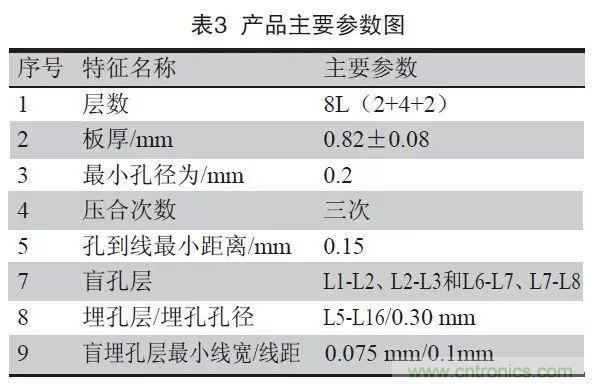
產(chǎn)品結(jié)構(gòu)如圖2所示,產(chǎn)品主要參數(shù)特點如表3所示。
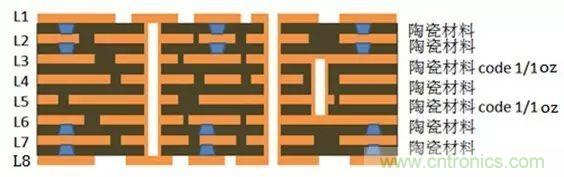
圖2 產(chǎn)品層壓結(jié)構(gòu)圖
3、加工難點分析及改善措施
3.1 壓合制作
3.1.1 制作難點分析
此板為某供應(yīng)商的一款陶瓷材料,板在設(shè)計上確實比較特殊,它是一個8層板,2次銅箔壓合,2次激光孔,半固化片使用的是也為該陶瓷料,內(nèi)層銅都是34.3 μm(1 oz),單張bond ply設(shè)計。而陶瓷料材料性能是一種低流動度的半固化片,而且還有單張設(shè)計,填充區(qū)域的銅厚都是34.3μm(1 oz),這樣以來,在正常的壓合過程中,要想把內(nèi)層線路填充好,故壓合過程中出現(xiàn)空洞,表4為空洞壓合過程中產(chǎn)品料溫曲線及材料固化要求。

此類高頻陶瓷板材半固化片有陶瓷和膠體構(gòu)成,其半固化片含膠量極低,幾乎為零,銅箔結(jié)合力較差,銅箔的附著力較弱,采用半固化片與銅箔壓合后易出現(xiàn)銅皮氣泡或在后續(xù)加工過程中受到外力,或者對產(chǎn)品加熱,極易出現(xiàn)銅箔分層、起泡缺陷。如圖3所示。
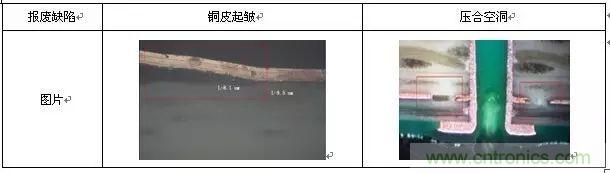
圖3 壓合容易出現(xiàn)的問題圖
3.1.2 改善措施
因為銅箔與半固化片結(jié)合力差,導(dǎo)致壓合已出現(xiàn)銅皮氣泡問題,此板HDI盲孔為疊孔設(shè)計結(jié)構(gòu),為改善此類問題,見銅箔與半固化片壓合改為芯板與芯板壓合結(jié)構(gòu),由之前兩次壓合改為一次壓合制作,具體結(jié)構(gòu)更改如圖4所示。
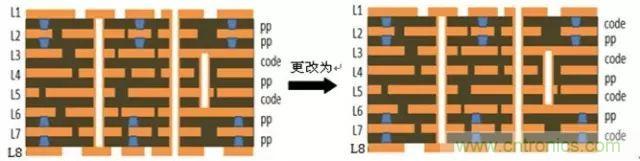
圖4 層壓結(jié)構(gòu)更改為芯板結(jié)構(gòu)壓合示意圖
壓合程序調(diào)整,根據(jù)材料特性,將壓力提升到650 PSI,恒溫時間,材料溫度在115 ℃時,保持時間在原來基礎(chǔ)上增加15 min,100 ℃到120 ℃升溫速率調(diào)整為1 ℃/min(圖5)。
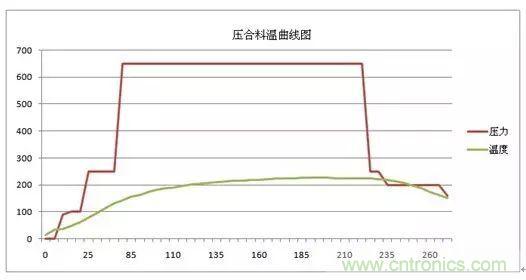
圖5 更改后的壓合料溫曲線圖
因此材料為陶瓷材料,半固化片含膠量低,壓合過程中出現(xiàn)空洞等問題,為改善此類問題,調(diào)整壓合排版方式;因此板外層含有樹脂塞孔,采用離型膜加Pacopad緩沖壓墊和PCB一起壓合易出現(xiàn)板面凹凸不平,外層樹脂塞孔制作過程中導(dǎo)致砂帶磨板出現(xiàn)漏基材等問題,故將離型膜加Pacopad調(diào)整到鋼板外面,具體排板方式為:離形膜——Pacopad——離形膜——鋼板——PCB——鋼板——離形膜——Pacopad——離形膜。具體如圖6所示。

圖6 壓合排版結(jié)構(gòu)改善前后對比
3.2 流程設(shè)計
3.2.1 優(yōu)化前流程設(shè)計
此板原為兩張芯板加半固化片與銅箔疊加方式壓合,盲孔為疊孔設(shè)計,要求盲孔填平,內(nèi)層銅厚控制最小34.3 μm(1 oz),為滿足客戶要求原流程為:
(1)第一次壓合(制作L3~L6層樹脂塞孔)。
開料→內(nèi)層圖形→內(nèi)層蝕刻→內(nèi)層AOI→棕化→壓合(L3/L6層壓合)→內(nèi)層圖形1→內(nèi)層AOI1→棕化2
(2)第2次壓合(制作L2~L7層,制作L2和L7層盲孔)。
壓合1(L2/L7層壓合)→棕化3→激光鉆孔→切片分析→退棕化→內(nèi)層沉銅→整板填孔電鍍→切片分析→內(nèi)層圖形→內(nèi)層蝕刻→內(nèi)層AOI→棕化4
(3)第3次壓合(制作L1~L8層,制作L1和L8層盲孔)。
壓合2(L1/8層壓合)→棕化→激光鉆孔→切片分析→退棕化→外層沉銅→整板填孔電鍍→切片分析→減銅→外層鉆孔→外層沉銅→全板電鍍→外層圖形→圖形電鍍→外層AOI→……→正常制作→……
3.2.2 優(yōu)化后流程設(shè)計
調(diào)整為芯板與芯板壓合,可以起到簡化流程,故對原流程需從新設(shè)計,新流程設(shè)計如下:
(1)第一次壓合(制作L3~L6層樹脂塞孔)。
開料→內(nèi)層圖形(L2、L7層盲孔對應(yīng)的銅PAD需掏銅,掏銅直徑比激光鉆直徑小0.075 mm,但比PAD?。?rarr;內(nèi)層蝕刻→內(nèi)層AOI→棕化→壓合(L3/6層壓合)→內(nèi)層圖形1→內(nèi)層AOI1→棕化2
(2)第二次壓合(制作L1~L8層)。
壓合(L1~8層)→鉆激光定位孔→盲孔開窗圖形(開窗直徑與激光鉆咀等大)→盲孔開窗蝕刻→激光鉆孔→切片分析→外層沉銅→整板填孔電鍍(孔內(nèi)銅厚≥20 mm)→切片分析2→外層鍍孔圖形→點鍍填孔電鍍(盲孔填平)→切片分析→退膜→砂帶磨板→外層鉆孔→外層沉銅→全板電鍍→外層圖形→圖形電鍍→外層AOI→……→正常制作→……
3.3 鉆孔孔粗與除膠
3.3.1 制作難點分析
高頻陶瓷板材含有陶瓷和膠體材料,無機(jī)填料偏多,物理特性較脆、較硬,鉆孔時對刀具的磨損很嚴(yán)重,控制不當(dāng)會出現(xiàn)爆孔、披鋒等異常(表5)。

由一種特殊成分和膠體組成的陶瓷材料,無機(jī)填料偏多,物理特性較脆、較硬,采用傳統(tǒng)的化學(xué)除膠方法(KMnO4+H2SO4)咬蝕效率較低,容易造成除膠不凈問題。
3.3.2 改善措施
鉆孔選用金剛石涂層的刀具,具體改善方法如下:
(1)蓋板、墊板:使用酚醛材料;
(2)孔限設(shè)置:孔限設(shè)置為100孔,以避免基體材料疲勞破壞導(dǎo)致斷刀,同時調(diào)整鉆孔參數(shù)為如表6。

經(jīng)分析,采用等離子除膠方法除鉆污效果較好。等離子體是物質(zhì)存在的第四種狀態(tài),帶電的離子撞擊孔壁表面,可以除去表面上附著的鉆污,對不同物質(zhì)的作用均勻,經(jīng)過DOE測試,本產(chǎn)品除鉆污參數(shù)如表7所示,除膠改善前后孔壁效果見圖7所示。

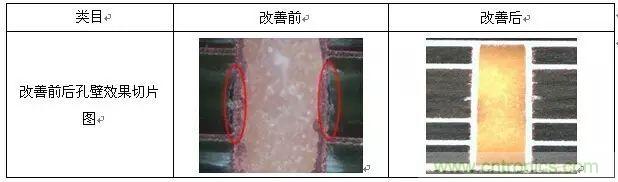
圖7 除膠改善前后孔壁效果圖對比
3.4 盲孔制作
3.4.1 制作難點分析
此板為盲孔疊孔制作,此材料為陶瓷材料,材料惰性相對普通FR-4材料強,更改壓合疊板結(jié)構(gòu)后,要求激光鉆孔制作需一次擊穿兩層介質(zhì)厚度,制作過程中因介質(zhì)太厚,無法一次擊穿,而采用背鉆方式制作,由因為不能傷到底層銅,易出現(xiàn)鉆不到目標(biāo)層或傷到底層。
制作此盲孔電鍍,因為兩層盲孔直接打穿,按原孔徑設(shè)計,此陶瓷材料code厚度固定為0.1 mm,加上內(nèi)層銅厚,按原激光大小0.15 mm設(shè)計,電鍍縱橫比過大,已出現(xiàn)盲孔孔無銅等問題。具體見圖8所示。
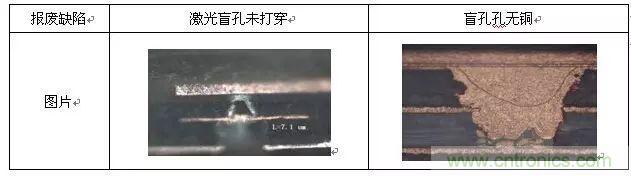
圖8 盲孔疊孔異常切片圖
3.4.2 改善措施
因盲孔激光鉆孔異常,為改善此類問題,現(xiàn)將疊孔位置L2和L7層在做內(nèi)層圖形時,將L2和L7層盲孔疊孔位置的銅掏掉,因為疊孔L2和L7層客戶設(shè)計需要與內(nèi)層銅導(dǎo)通連接,故開窗大小設(shè)計為PAD之間比激光鉆孔孔徑小0.075 mm,保證電鍍內(nèi)層銅與電鍍層能夠連接,因介質(zhì)厚度>0.2 mm,盲孔設(shè)計大小為0.25 mm,保證孔徑縱橫比<1,便于電鍍制作。
電鍍采用整板填孔一次填孔將盲孔填平,外層線路為0.0762 mm/0.0762 mm(3 mil/3 mil)的線,電鍍均勻性的影響,易出現(xiàn)蝕刻不凈等問題,為避免外層蝕刻不凈,分兩步制作,因內(nèi)層激光盲孔PAD開窗0.075 mm,所以內(nèi)層L2-L3和L6-L7層盲孔位置最大0.175 mm,故第一步先采用整板填孔電鍍將內(nèi)層位置盲孔填平;第二部采用點鍍盲孔的方法,將外層盲孔填平,填平后經(jīng)砂帶磨板將生產(chǎn)板磨平,保證板面平整無凹坑。具體改善如圖9所示。
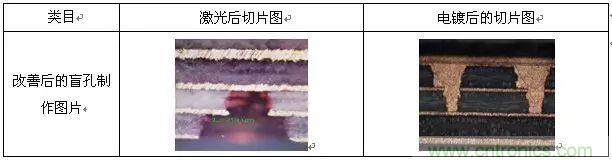
圖9 盲孔疊孔改善后的盲孔切片圖
4、產(chǎn)品制作效果
產(chǎn)品制作效果見圖10所示。
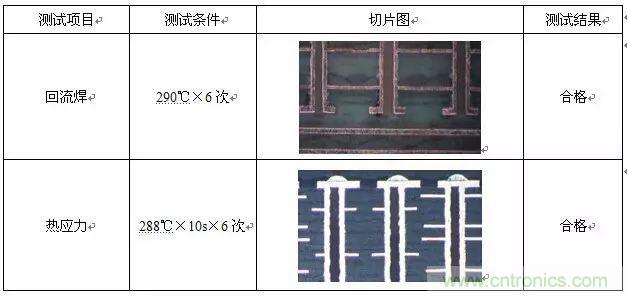
圖10 產(chǎn)品制作效果圖
5、總結(jié)
目前高頻微波材料用于高密度互連板多次壓合制作還不夠成熟,通過我司制作的一款陶瓷材料制作的高頻微波板的制作參考,總結(jié)如下。
(1)高頻微波材料壓合條件比普通FR-4要求高,調(diào)整壓合程式、排板方式等方法,解決了因材料性能問題造成的壓合空洞問題;
(2)高頻陶瓷板材半固化片有陶瓷和膠體構(gòu)成,其半固化片含膠量極低,幾乎為零,銅箔結(jié)合力較差,銅箔的附著力較弱,通過調(diào)整壓合結(jié)構(gòu),來改善此類問題;
(3)高頻微波板為陶瓷料,物理特性較脆、較硬,采用傳統(tǒng)的化學(xué)除膠方法(KMnO4+H2SO4)咬蝕效率較低,通過增加等離子除膠加大除膠量,同時通過調(diào)整鉆孔參數(shù)來改善鉆孔孔粗及除膠;
(4)此高頻微波板因半固化片與銅箔壓合,出現(xiàn)氣泡,改為code壓合方式制作,盲孔為疊孔,一次激光,起到優(yōu)化流程的作用,在此過程中減少了棕化、電鍍和外層等工序的制作成本,同時在現(xiàn)有條件下人工成本和物料成本上升的情況下,能為公司效益提升做出不小的貢獻(xiàn)。
來源:《印制電路信息》
推薦閱讀:




